Formhonen - Neues Optimierungspotenzial für den Hubkolbenmotor
In der bisherigen Fertigung von Verbrennungsmotoren besteht die Forderung nach Zylinderbohrungen mit 1oher Zylinderform- und Oberflächengüte. Die Bearbeitungsmakroform bleibt jedoch so nicht erhalten. Im Betriebszustand kommt es zu komplexen Verzugsmechanismen, die die Zylinderlaufbahn deformieren. Gehring Technologies entwickelte daher ein Honverfahren, das nicht die zylindrische Bohrungsform zum Ziel hat, sondern bereits eine Verformung fertigungstechnisch vorhält, so dass unter bestimmten Betriebsbedingungen sich zylindrische Bohrungsmantelflächen einstellen.
Autoren:
Dipl.-Ing. (FH) Gerhard Flores ist Leiter Prozessentwicklung & Patente der Gehring Technologies GmbH in Ostfildern.
Dipl.-Ing. Andreas Wiens ist Mitarbeiter in der Abteilung Antriebe, E-drive im Forschungszentrum Ulm der Daimler AG.
Dr.-Ing. Michael Lahres ist Teamleiter Funktionsflächen und Bearbeitungsverfahren am Forschungszentrum Ulm der Daimler AG.
Dr.-Ing. Hans-Werner Hoffmeister ist Mitglied der Institutsleitung am Institut für Werkzeugmaschinen und Fertigungstechnik der Technischen Universität Braunschweig.
Motivation
Die aktuell wichtigste Zielgröße bei der Entwicklung von Verbrennungsmotoren für Kraftfahrzeuge ist die Reduktion des Kraftstoffverbrauchs und der Schadstoffemissionen. Dabei steht aktuell der CO 2 -Wert [g/km] im Vordergrund. Als Beitrag zu den angestrebten Grenzwerten gilt die Verminderung der innermotorischen Reibung. Besonders potenzialträchtig ist dabei die Optimierung des tribologischen Systems zwischen Zylinderlaufbahn und Kolbenring.
Im bisherigen Honprozess werden Zylinderlaufbahnen mit möglichst geringen Abweichungen von wenigen μm von der Idealzylinderform hergestellt. Diese hohen Genauigkeiten stehen jedoch dem befeuerten Motor nicht zur Verfügung, da unterschiedliche Deformationen auf die Zylinderbohrung einwirken und somit ungünstige Einflüsse auf die motorische Funktion ausüben. Neben den fertigungstechnischen Abweichungen können durch Montagekräfte an Zylinderkopf und Nebenaggregaten Verformungen am Zylinderrohr auftreten. Darüber hinaus entstehen zusätzlich thermische und dynamische Verzüge, die sich – je nach Motorkonstruktion – auf lokale Formabweichungen von zirka 40 bis 70 μm aufsummieren können. Durch das begrenzte Formfüllungsvermögen der Kolbenringe findet nur eine unvollständige geometrische Annäherung an die Verformungen des Zylinders statt, so dass der ungünstige Einfluss durch Blow-By und Ölverbrauch auf die Funktion des Motors wirksam werden kann.
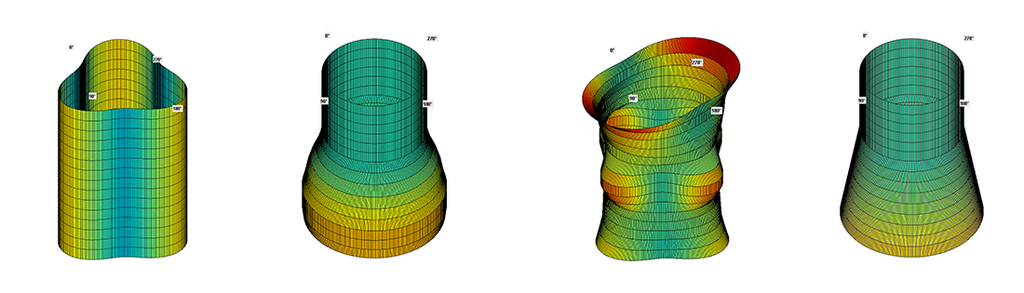
Um die damit verbundene Forderung nach funktionszylindrischen Bohrungen zu erfüllen, wurde eine fertigungstechnische Verzugskompensation entwickelt. Dies bedeutet, dass durch den Bearbeitungsprozess Verzüge vorgehalten werden, die sich dann nach der Montage und bei einem bestimmten Betriebspunkt des befeuerten Motors zu einer weitgehend zylindrischen Bohrung verformen. 1 zeigt den Lösungsansatz zur Kompensation von Zylinderverzügen.

Bild 1: Lösungsansatz zur Kompensation von Zylinderverzügen
Prinzip des Formhonens
Um die zu bearbeitende Zielkontur (Sollform) zur Kompensation der funktionsbedingten Zylinderverzüge zu definieren, dient zum einen eine experimentelle Methode, bei der der Motorblock unter Brillenverspannung zylindrisch heißgehont wird [1]. Auch wenn die Temperaturverteilung dabei nicht dem Zustand des befeuerten Motors entspricht, ergibt sich nach der Demontage der Brille und dem Abkühlen des Motorblocks eine Form, die unter Funktionsbedingungen zu kleineren Zylinderverzügen als nach dem konventionellen Fertigungsprozess führt. Eine weitere Methode ist die Simulationsrechnung, die sowohl die kaltstatischen, thermischen als auch die dynamischen Einflüsse berücksichtigen kann. Die dabei erhaltene Verzugsform ist für den Formhonprozess zu invertieren, so dass die gewünschte Sollform als Vorhaltekontur hergestellt werden kann. Diese Sollform ist definiert durch R/φ-Koordinaten [2], die auf acht Horizontalschnittebenen mit
jeweils 256 Punkten die zu honende Freiform ausreichend genau beschreiben.
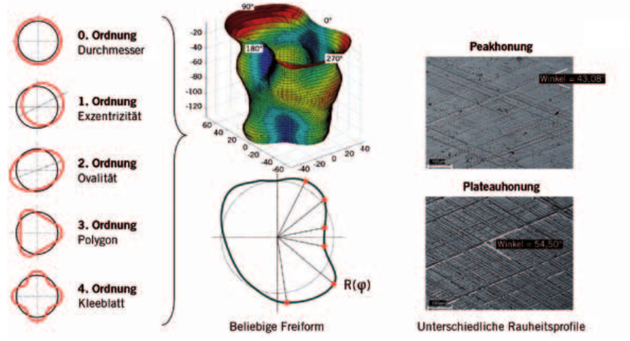
Bild 2: Ziele des Formhonens
Das Ziel des Formhonens (2) , ist es nun, diese Sollform fertigungstechnisch umzusetzen und zwar so, dass beliebige Freiformen zu harmonischen Formanteilen der achten Ordnung herstellbar sind. Neben dieser hoch aufgelösten anforderungsgerechten Sollform besteht die Forderung nach einer einheitlichen Gestaltung des Rauheitsprofils in allen Bereichen der formgehonten Bohrung [3]. So sollen die Profilausbildungen in allen formkritischen Merkmalen wie Einschnürungen, Ausprägungen und Übergängen der Freiform toleranzgerecht herstellbar sein. Dies gilt sowohl für eine konventionelle Peakhonung als auch für die komplexen Profildefinitionen einer Plateauhonung.
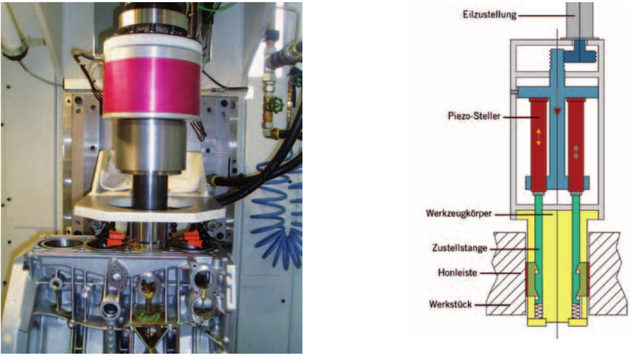
Bild 3: Formhonbearbeitung eines R4-Blocks; Bild 4: Piezoelektrische Zustelleinrichtung
Verfahrenskomponenten
Um das Formhonen fertigungstechnisch umsetzen zu können, 3 , bedarf es einer Vielzahl von Innovationen zur Ansteuerung der Arbeitsflächen der Diamanthonleisten. Dazu wurde ein Werkzeugkonzept entwickelt, das vier voneinander unabhängig zustellbare Honleisten aufweist. Zeitpunkt der radialen Zustellung, Zustellkraft und Zustellweg können sollformgerecht angesteuert werden, so dass die Arbeitsflächen der Honwerkzeuge mit ihrer Kinematik der gewünschten Sollform folgen und
somit in eine zylindrische Bohrung die beliebige Freiform hineinschneiden.
 '
'
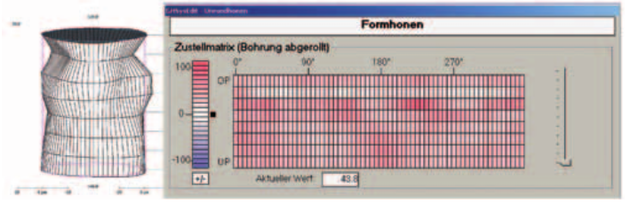
Bild 5: Istform und Zustellmatrix mit Sollform
Da die vier Honleisten aufgrund der kurzwelligen axialen Formausprägungen nur eine begrenzte Baulänge haben können, muss dafür gesorgt werden, dass während des Formhonprozesses über die gesamte Bohrungsfläche unabhängig von der lokalen Formausprägung eine konstante Kontaktzeit der Honleistenarbeitsfläche an allen Stellen der Mantelfläche erreicht wird. Dies ist eine Funktion der Prozessparameter, unter anderem abhängig von Honzeit, Honleistenlänge, Hubgeschwindigkeit, Hubbeschleunigung, Drehzahl, Anzahl der Honleisten und Dimensionen der Bohrung.
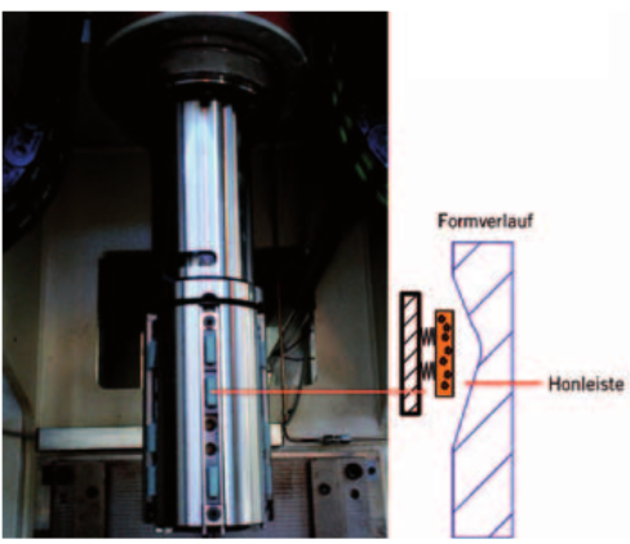
Bild 6: Glätthonwerkzeug mit elastisch gelagerten Honsegmenten
Um in den Bereich der üblichen Bearbeitungszeiten von Zylinderbohrungen in Pkw-Motoren von < 30 s zu gelangen, sind darüber hinaus die Schnittgeschwindigkeiten erforderlich, die bei metallgebundenen Diamanthonleisten zu der gewünschten Selbstschärfung führen. Mit einer Drehzahl von 400/min können zum Beispiel mit Zustellfrequenzen von bis zu 32 Hz Formanteile der fünften Ordnung mit einer radialen Ausprägung von 60 μm hergestellt werden. Auch höhere Ordnungen sind möglich, da die Amplituden in der Regel kleiner sind. Diese unabhängige Zustellcharakteristik der einzelnen Schneidleisten hinsichtlich Dynamik, Kraft und Weg ist nur mit der Verwendung leistungsfähiger piezoelektrischer Steller möglich.
Bild 4 zeigt die piezoelektrische Zustelleinrichtung mit der Eilzustellung, den Piezostellern und dem Formhonwerkzeug. Mit der Eilzustellung werden zunächst der gesamte Piezozustellstrang, die Zustellstangen und die Honleisten bis zum Anlegen der Arbeitsflächen an die Bohrungswand bewegt. Von dieser Position aus werden die Piezosteller aktiviert und entsprechend der gewünschten Sollform lokal differenziert zugestellt. Um die Honleisten sollformgemäß ansteuern zu können, sind in einer Zustellmatrix (5) die radialen Sollwerte abgespeichert. Für jede Formkoordinate ist eine Spannung hinterlegt, mit der die Piezosteller an der gewünschten Stelle ausgelenkt werden. Die Spannungswerte sind in einzelnen R/φ-Koordinaten der Sollform zugeordnet, berücksichtigen jedoch auch das lokale Übertragungsverhalten im System Werkzeug/Werkstück. Alle Honleisten des Formhonwerkzeugs werden entsprechend dieser Zustellmatrix abhängig vom momentanen Ort an der Bohrungsfläche
unabhängig voneinander zugestellt. Ist – ausgehend von einer zylindrischen Form – die nichtzylindrische Freiform in die Bohrung hineingeschnitten, so muss in einer weiteren Operation das finale Rauheitsprofil angearbeitet werden. Dazu wurde ein mehrteiliges Honwerkzeug entwickelt, dessen einzelne Tragleisten mit einzelnen federgelagerten Honleistensegmenten ausgeführt sind [4]. Diese Segmente sind ebenfalls in ihrer Länge so reduziert, dass sie den lokalen Formausprägungen folgen können. Es ist zu erwähnen, dass die Federkonstante der elastischen Lagerung so niedrig ausgelegt wurde, dass bei den üblichen Formausprägungen eine konstante Radialkraft die Segmentleisten an die Bohrungswand anliegt.
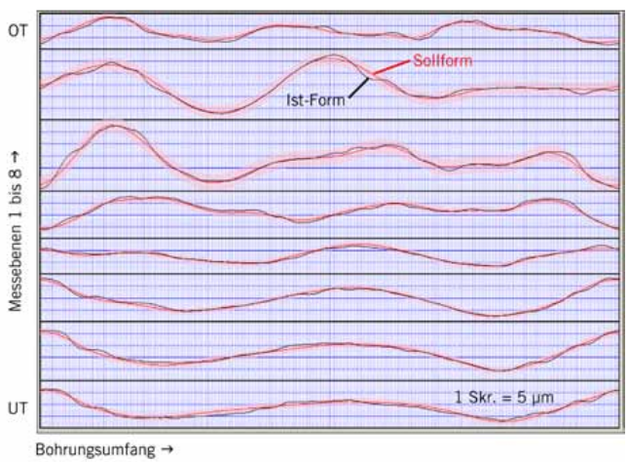
Bild 7: Freiform einer Zylinderbohrung
Diese Glättoperation kann für eine Peakhonung in einer Operation oder für eine Plateauhonung in einem Doppelzustellwerkzeug in zwei Operationen erfolgen (6) .Bei der Glättbearbeitung kann sowohl mit Diamanthonleisten als auch mit keramischen Honsteinen gearbeitet werden. Die gesamte Prozesskette besteht somit in der zylindrischen Vorhon-Bearbeitung, dann – je nach Tiefe der Formausprägung – in einer oder zwei Formhonoperationen und abschließend in einer nachfolgenden Glättoperation. Um den Prozess fertigungs technisch beherrschbar zu machen, ist eine Post-Prozess-Formgestaltsmessung notwendig. Dazu dient ein pneumatisch arbeitender Düsenmessdorn (Prinzip Stotz), der mit einem Messbereich von 150 μm in 15 s und einer Wiederholge nauigkeit von ≤ 2 μm die Bohrung vermisst. Dieses Messverfahren ist unempfindlich für Schwingungs- und Schmutzeinflüsse und kann im Bearbeitungsraum neben den Honspindeln eingesetzt werden. Damit wird sowohl die Bohrungsform ermittelt, als auch das Diametralmaß, das als Kolbenfügemaß der Bohrung festgelegt ist. Über Feedback-Steuerungen lassen sich Diametralmaß und Sollform toleranzgerecht stabilisieren.
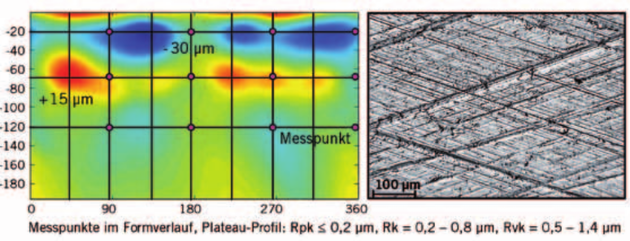
Bild 8: Freiform mit Plateau-Profil
Ergebnisse
Das bisher entwickelte Formhonen liefert in engen Grenzen reproduzierbare Freiformen, die maximal ± 3 μm von der Sollform abweichen, 7 . Statistische Toleranzeinschränkungen sind hierin nicht enthalten. Die gesamte Honzugabe beim Formhonen, ausgehend von der zylindrisch vorgehonten Bohrung, beträgt je nach Formausprägung mindestens 0,02 mm im Durchmesser zuzüglich der radialen Formtiefe. Die Formtolerierung erfolgt durch die Anordnung von Hüllkurven im Abstand der gewünschten Toleranz um die Sollformvorgabe. Darüber hinaus sind auch die Amplituden der jeweiligen Ordnung zu tolerieren. Durch Subtraktion der Istform von der Sollform können die Einflüsse höherer Ordnungen als schädliche Größe auf die Funktion beurteilt werden. Die Bearbeitungszeiten zum Formhonen betragen im Bereich der Nutzfahrzeugmotoren zirka 50 s, bei Pkw-Motoren < 30 s. Die piezoelektrische Zustellung hat sich bisher als zuverlässig und genau arbeitende Technologie erwiesen. Neben der Form konnten auch Topographien mit Plateau-Strukturen an der gesamten formgehonten Mantelfläche zuverlässig erreicht werden. 8 zeigt ein derartiges Plateau-Profil mit den Messpunkten, die sich sowohl in den Formausprägungen (+15 μm) als auch in den Formeinschnürungen (-30 μm) befinden. Die gewünschten Toleranzen der Oberflächenmaßzahlen Rpk, Rk und Rvk konnten im vollen Umfang erreicht werden. Damit ist die Oberflächengüte vergleichbar mit dem konventionellen Honverfahren der Serie.
Ausblick
Mit dem entwickelten Stand des Formhonverfahrens sind auch Freiformen mit über 50 μm lokaler Formabweichung darstellbar. Die Oberflächengüte und die Taktzeiten entsprechen dem konventionellen Honprozess. Funktionsvorteile am befeuerten Motor konnten anhand von Ölverbrauch und Emissionen nachgewiesen werden. Da es sich um eine Modifikation des gesamten tribologischen Systems handelt, sind den formgehonten Laufbahnen auch die Kolbenringpakete hinsichtlich der Anpresskraft und der geometrischen Gestalt anzupassen. Fertigungstechnisch ermöglicht das Formhonen eine Substitution der Honbrillentechnik und liefert damit nicht nur Funktionsvorteile, sondern auch Fertigungsvorteile mit Kostenreduzierung. Die derzeitigen Standmengen von Formhonleisten sind für eine Kleinserienfertigung geeignet, sie müssen jedoch noch weiter optimiert werden. Damit ist das Formhonen ein innovativer Honprozess, der zur Effizienzsteigerung und Emissionsreduzierung von Verbrennungsmotoren einen wesentlichen Beitrag liefert. Aufgrund vorliegender Erkenntnisse sind somit die Voraussetzungen für eine Serienbearbeitung der untersuchten Kurbelgehäuse geschaffen.
Literaturhinweise
[1] Wiens, A.; Lahres, M.; Hoffmeister, H.-W.; F lores, G.: Fertigungstechnischer Ansatz zur Kompensation von Zylinderverzügen mittels Formhonen. VDI-Berichte Nr. 2109, 2010, S. 133-145, VDI-Wissensforum GmbH, Düsseldorf
[2] Flores, G.; Klink, U.; Abeln, T.: Honen von Funktionsformen in Zylinderkurbelgehäusen. VDI-Berichte Nr. 1994, 2008, S. 79-89, VDI-Wissensforum GmbH, Düsseldorf
[3] Wiens, A.; Flores, G.; Klink, U.; Abeln, T.: Makroform- und Mikroformbearbeitung von Zylinderbohrungen mittels Freiformhonen. Jahrbuch Schleifen, Honen, Läppen und Polieren, Verfahren und Maschinen, 63. Ausgabe, 2007, S. 329-339, Vulkan-Verlag GmbH, Essen
[4] Wiens, A.; Lahres, M.; Hoffmeister, H.-W.; F lores, G.: Formhonen von Zylinderlaufbahnen in Kurbelgehäusen mittels eines piezoelektrischen Formhonwerkzeuges. Jahrbuch Schleifen, Honen, Läppen und Polieren, Verfahren und Maschinen, 64. Ausgabe, 2009, S. 265-280, Vulkan-Verlag GmbH, Essen