Position Honing
High cutting capacity for a shortened process chain

You are using a very outdated browser. To make full use of our website, we recommend that you update your browser to the newest version.
High cutting capacity for a shortened process chain
The goal of position honing is to shorten the process chain of cylinder block production without a loss to the end quality produced. Position honing combines fine boring and honing into one step.
The honing process is adapted to the extended task in that not only dimensional, shape and surface accuracy are improved, but also positional accuracies such as perpendicularity and location. The extended tasks require a high degree of stock removal capacity, tailor-made process components such as tools and machine drives as well as suitable kinematic process parameters.
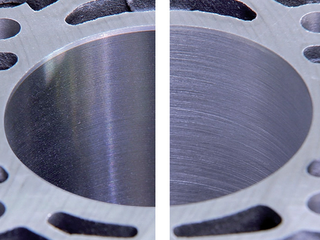
Position honing improves the dimensional and shape accuracy in addition to the positional accuracy of the bore. For this reason, the tool is taken up by the spindle with high rigidity. The workpiece is positioned by index boring so that the tool axis is transferred to the bore during position honing.
The tool then moves into the bore and local cutting is carried out which moves to full cutting in the process of machining the bore and with increased stock removal. The positional accuracy in respect of location and perpendicularity is thus corrected.
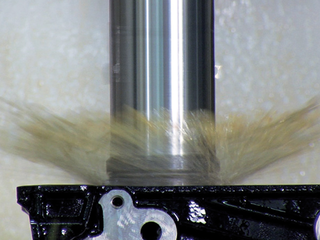
In order to implement position honing from the manufacturing point of view, a rigid spindle design and a fixed workpiece clamping is required. In order to achieve the stock removal, a cutting speed of approx. 440 m/min is necessary.
Diamond honing stones with wear-resistant bondings enable economic tool life. A chamfering tool inside the honing tool provides the chamfered edge at the upper end of the bore. Water based cooling lubricants ensure sufficient heat dissipation.

Up to now, fine boring is carried out after rough boring and then followed by three honing operations in the normal process chain. By means of position honing, it is now possible to shorten the process chain to three steps after rough boring. These are position-, intermediate and finish honing.
A machining allowance of up to 0.8 mm in diameter is required for this, which is however reached in the usual cycle times of <= 30 s.
With position honing, the complete investment on fine boring in respect of investment and operating costs can be saved. Position honing is particularly advantageous for machining GGVs which only have a short life when machined conventionally with a defined cutter.
In position honing, however, new sharpness is generated due to tool wear thus reaching long lives. Despite shortening the conventional process chain, there is absolutely no loss to the end quality.
Additional Brochures in the Download-Center
Our model series powertrainhone is especially optimized for the machining od engine blocks and cylinder liners. Whether machining of cylinder or crankshaft bore, whether modular variant or transfer line, we offer the right solution.