Honen kurz erklärt

Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
Der Honprozess wird hinsichtlich neuer Qualitätskriterien ständig weiter entwickelt. Dadurch sind zahlreiche Verfahrensvarianten wie z.B. Formhonen, Plateauhonen, Reibhonen oder Spiralgleithonen entstanden. Für Gehring ist der Kunde daher auch Entwicklungspartner für innovative und fortschrittliche Prozessideen.
Der Honprozess als spanabhebendes Verfahren erzeugt finale Funktionsoberflächen von Bohrungen. Dabei bekommt neben der Maß- und Formgenauigkeit besonders die topographische Gestaltung des Rauheitsprofils eine zunehmende Bedeutung. Dies kann eine möglichst glatte Oberfläche sein, aber auch eine raue Topographie mit definierter Schmierölbevorratung. Aber auch die Struktur der sich kreuzenden Bearbeitungsriefen hat eine entscheidende tribologische Bedeutung.
Die Funktion einer fertiggehonten Oberfläche besteht immer im Haften, Gleiten oder Dichten und Führen. Insofern ergeben sich die Anwendungsgebiete des Honens. Kolbenlaufbahnen von Verbrennungsmotoren als einzelne Zylinderlaufbahn oder im Kurbelgehäuse aus Gusseisen, Aluminium- oder Eisenlegierungen mit unterschiedlichsten Gefügestrukturen - die typischen Werkstücke im Honprozess.
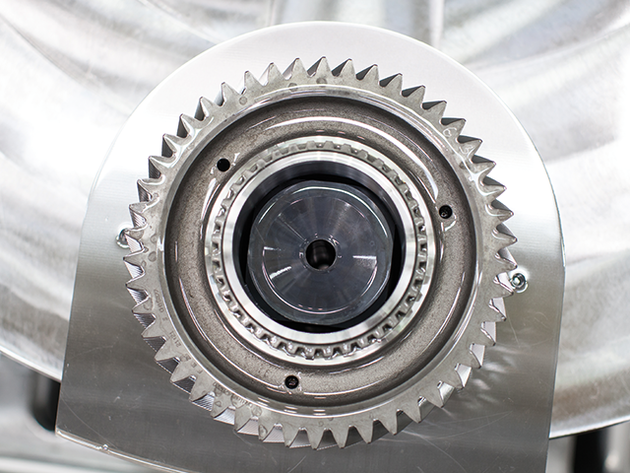
Besonders hohe geometrische Anforderungen sind an Ventilbohrungen in Hydraulik-, Pneumatik- und Einspritzsystemen gestellt. Zahnradbohrungen, Pleuelaugen, Hydraulikzylinder, Fahrwerkszylinder und Keramikbauteile sind ebenfalls Präzisionwerkstücke, die in unterschiedlichen Losgrößen gehont werden. Hierfür stehen Honmaschinen mit unterschiedlichen Bearbeitungsbereichen (Durchmesser, Honlänge) und Automatisierungsgraden zur Verfügung. Bohrungen mit Durchmessern zwischen 0,8 mm und 2000 mm und Längen bis zu 24 m können auf Gehring-Honmaschinen bearbeitet werden.
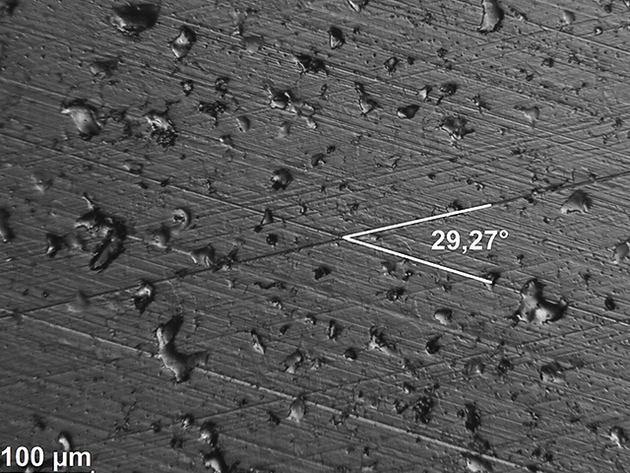
Allen Bearbeitungen gemeinsam ist der Honwinkel, unter dem sich die Schnittriefen kreuzen (Kreuzschliff). Die erreichbaren Genauigkeiten hinsichtlich Maßtoleranz, Zylinderform und Rauheit erfüllen die Funktionsanforderungen hochbelastbarer und energieeffizienter Aggregate.
Hier finden Sie einige typische Werkstücke für die Honbearbeitung sowie einen kurzen Film zu unserm Honprozess.
Dies stellt nur einen kleinen Auszug der zu bearbeitenden Teile dar. Falls Sie eine Frage haben oder wissen möchten ob wir ihr Werkstück bearbeiten können kontaktieren Sie uns!
Ein wesentliches Merkmal des Honverfahrens ist die Prozesskinematik. Sie wird vom Werkzeug ausgeführt und enthält die Hub-, Dreh- und Zustellbewegung. Durch diese Kinematik entsteht der verfahrenstypische Honwinkel. Die Zustellbewegung bewirkt ein radiales Spreizen des Werkzeuges, wodurch sich die Honleisten an die Bohrungswand anlegen. Erzeugt wird sie durch ein elektromechanisches Zustellsystem, bei dem die Zustellkraft in einstellbaren Grenzen geregelt werden kann.
Neben der Kinematik ist die Gleichachsigkeit ein wesentliches Merkmal des Honverfahrens. Wie erwähnt, werden die Honleisten durch die radiale Zustellbewegung gegen die Bohrungswand bewegt. Hier baut sich ein Honleistenanpressdruck auf, durch den die erhabenen Schneidkristalle Werkstoff einsparen.
Durch die Zustellbewegung zentriert sich das Werkzeug in der Bohrung. Bohrungsachse und Werkzeugachse sind identisch. Dies erfordert jedoch ausreichende Freiheitsgrade hinsichtlich der Werkzeuganordnung. Hierzu wird das Werkzeug doppelgelenkig mit der Honspindel verbunden. Diese Anordnung ermöglicht es dem Werkzeug, sich der Position und Neigung der Bohrung anzupassen. Damit sind Lagegenauigkeiten durch Honen nicht korrigierbar. Es bestehen jedoch Ausnahmen, wie zum Beispiel beim Positionshonen, bei dem mit einem starren Werkzeug gearbeitet wird.

Die Diato Honleisten, ebenfalls ein Produkt der Gehring-Gruppe, enthalten als eigentliches Schneidmaterial Diamant oder Bornitrid (cBN). Diese Schneidkristalle sind in einer harten metallischen Matrix eingebettet. Durch den Kornüberstand erfolgt die Zerspanung des Werkstoffes.
Für detaillierte Informationen zu unseren Schneidstoffen klicken Sie hier.